At the workshop, certified traditional craftsmen and young artisans work to produce and improve Echizen Forged Blades.
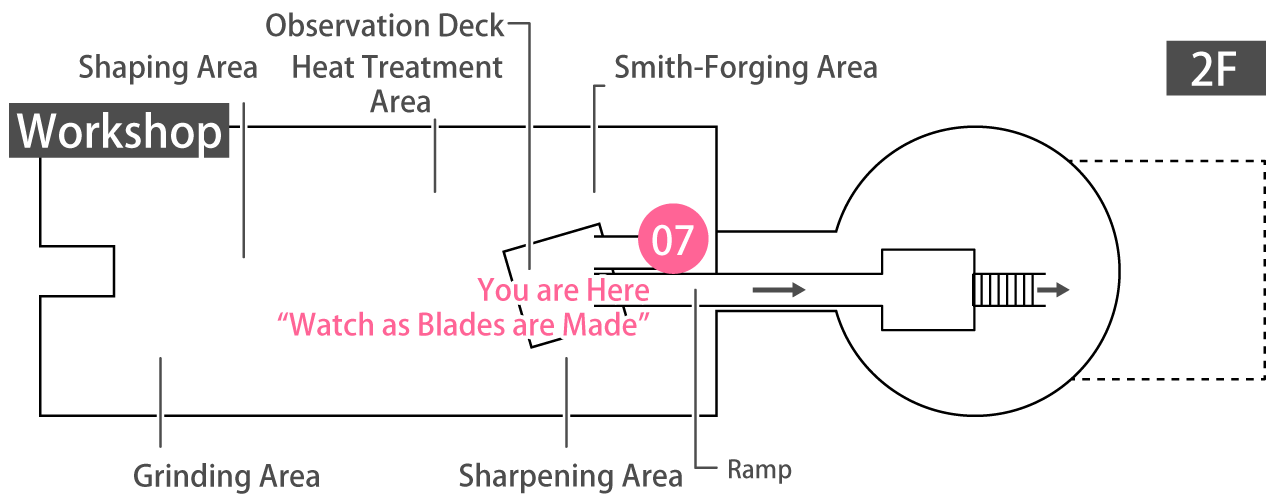
Visitors can view their operations from the Observation Deck without interrupting them.
Although you may not be able to view the entire production process from the deck, you can get a feel for the atmosphere of the place where these forged blades are produced.
The Process of Making Forged Blad
What makes Echizen Forged Blades distinctive is their smith-forging process, where the blades are made by hand. Additionally, it is worth noting that an incredibly highly developed traditional shaping process (masaoki-ho) is used when attaching the steel of the blade's edge to the outer metal of the blade in the process of making sickles and other cutting tools.
Smith-forging refers to heating a piece of metal in a furnace until it becomes red-hot, and hammering it flat over and over to shape the blade. This is a long process involving numerous hammerings, during which the edge of the blade is stretched long and thin, and the curve and the sharpened edge are created. Every detail is created by hand - just one of the attractions of Echizen Forged Blades.
The masaoki-ho shaping process is also known as mawashi hagane-tsuke, and is said to have been invented by Chiyozuru Kuniyasu. This process can achieve a thinness that is impossible for a machine when forge-welding the hard steel and soft iron together, making the blade easier to sharpen and giving it a sharper edge. This forging technique, which is more difficult than the usual methods employed around Japan, has been mastered only by Echizen craftsmen.
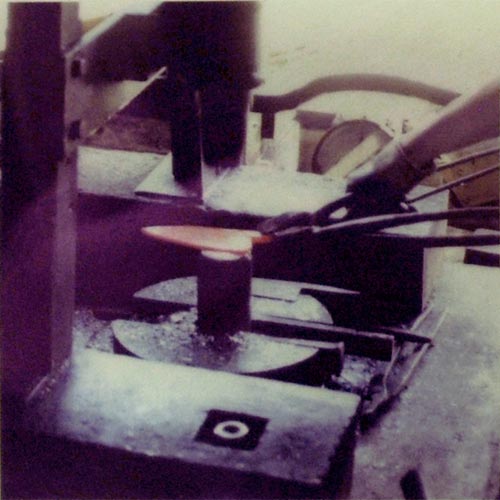
Strike while the iron is hot!
Making steel and iron blanks —> Forge welding
In this process, the clad material (the combined steel and soft iron) is heated and hammered with a belt hammer, and it is forged through the shapes seen in the photos here.
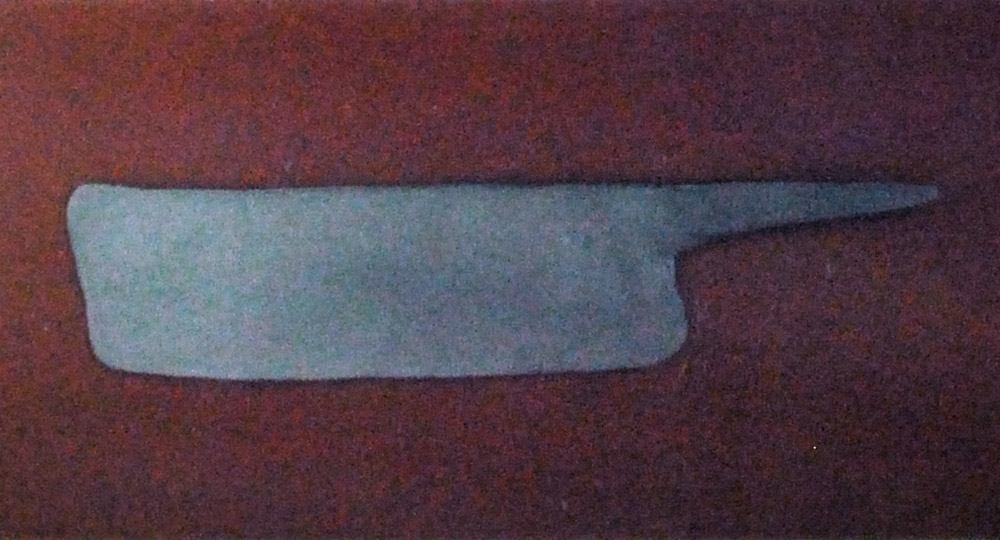
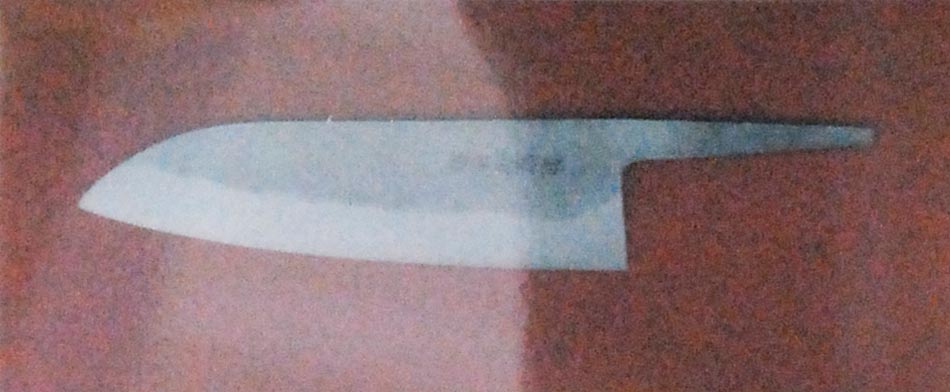
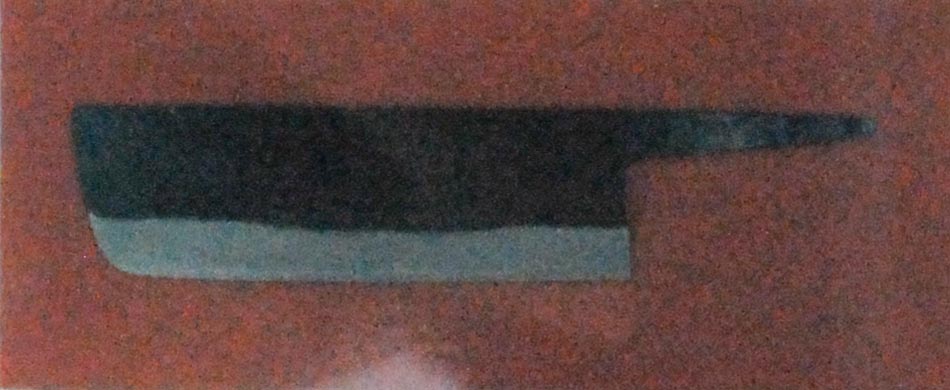
Double-bevel kitchen knife
Soft iron and steel before forge welding
Half-shaped
Forming the handle part, then smith-forging and annealing to stabilize the metallographic structure, or the "grain" of the metal
Before they are shaped, Echizen blades have any unevenness removed by hammering two layers together
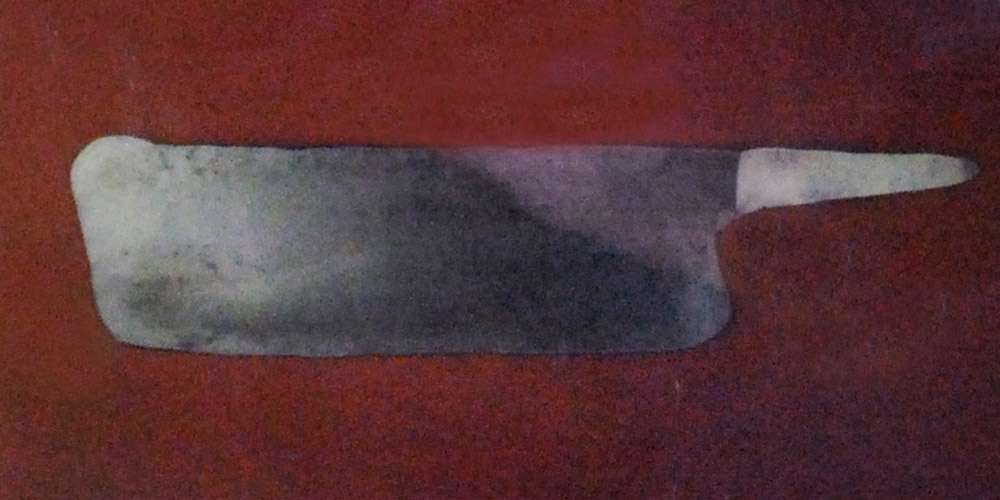
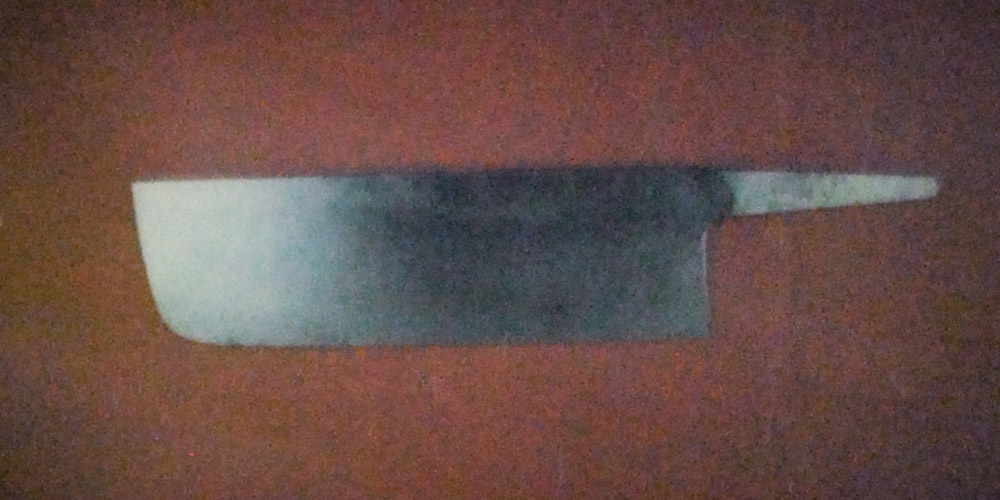
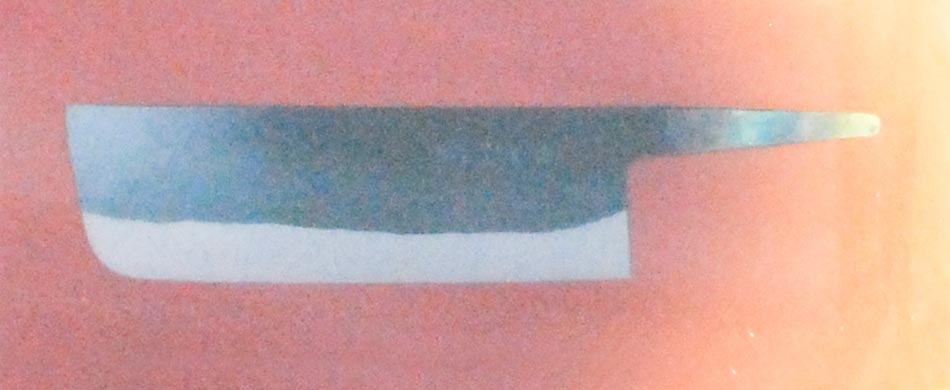
Single-bevel kitchen knife
Soft iron and steel before forge welding
From "half-shaped" to the forming of the handle part
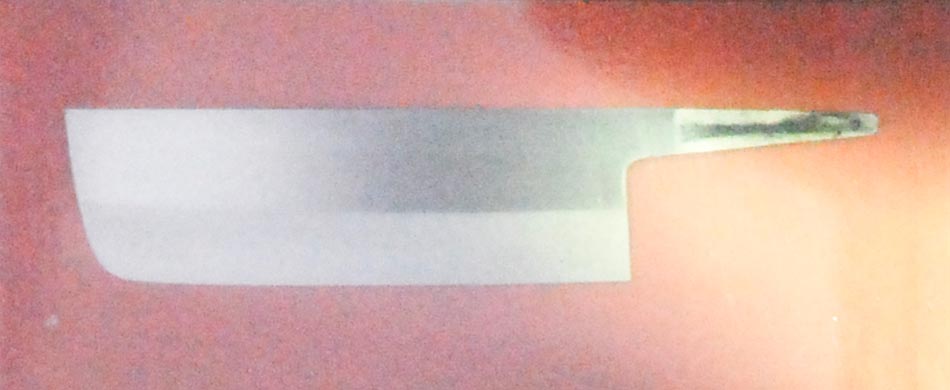
Stabilizing the metallographic structure through smith-forging and annealing
The metal is hammered numerous times into shape and evened out (finish forging process)
The Advantages of Forged Blades Pt.1
What is it that makes forged blades superior? It turns out that there's a good reason.
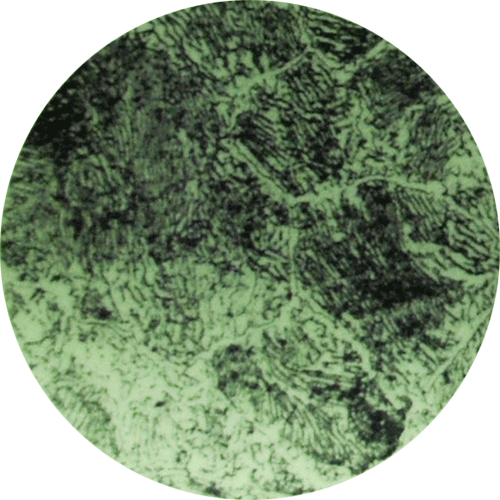
The photos here show the metallographic structure, or "grain," of the steel used for blades, as viewed through a powerful microscope after a special treatment. The grain of the unforged steel contains white carbide (the hard, brittle parts) stretching out, creating sections that are more susceptible to cracking. On the other hand, the forged metal has much finer pieces of carbide distributed much more evenly throughout, making it more resistant to breaking or chipping.
Difference in Metallographic Structure as Viewed Through a Microscope
Before forging
Smith forging
After forging
The Advantages of Forged Blades Pt.2
Half-shaping —> Forming the handle part —> Rough finish forging —> Shaping/shearing —> Final finish forging
Next, the workpiece is formed into the shape of a knife, and the quality of the steel is made consistent throughout.
The oxide (black scale) is removed from the surface, and it is hammered for smoothness (known as rough finish forging). This eliminates the unevenness in the blade, and enhances the hardness, allowing even thin blades to be resistant to bending. The workpiece is then cut into shape, and undergoes final finish forging and grinding.
Smith forging
↓
After oxide is removed
↓
Rough finish forging
↓
Shearing/Shaping
↓
Final finish forging
Heat treatment
Mud coating —> Quenching —> Tempering
Heat treatment improves the quality of steel. To achieve superior cutting ability and a hard edge that is resistant to breaking or chipping, the blade undergoes heat treatment (quenching and tempering) as follows:
Mud Coating
Mud is applied to the surface of the blade and then dried. This is done to control the formation of water vapor on the blade's surface when it is cooled in water, thereby maximizing the effectiveness of quenching, as well as imparting a distinctive color.
Quenching
The mud-coated blade is heated to about 800°C, then plunged into water to cool it quickly. This process changes the structure of the metal, hardening it.
Tempering
The steel that has been hardened through quenching is still brittle and in danger of breaking, so it is heated to 150–200°C. This helps to adjust the hardness of the steel, making it more resilient and resistant to breaking.
Time to Meet the Steel
Grinding: Applying the Edge, Sharpening, and Polishing (Finish Grinding)
After the blade is heat-treated, strengthened, and straightened, it is then ground. Double-bevel knives are ground on both sides, because they have steel in their center, while single-bevel knives are ground on only one side, with the back steel surface kept slightly concave.
Choosing an edge based on what a blade will be used for, and bringing out the best of a blade, are how blade grinders show their mastery.
Finish types
Hamatogi Sharpened
Burnished
Satin Finished
Sharpened
Edge types
Double-bevel blade (convex grind)
Double-bevel blade (flat grind)
Single-bevel blade
Floor Map
Processes performed in the Smith-Forging Area:
Making steel and iron blanks, forge welding, half-shaping, forming the handle part, smith forging (shaping and hammering two layers together), annealing, rough finish forging, final finish forging/rough grinding (before heat treatment)